
焊罐/油罐電動(dòng)葫蘆
群吊倒掛電動(dòng)葫蘆
爬架電動(dòng)葫蘆
電動(dòng)葫蘆
—— 環(huán)鏈電動(dòng)葫蘆
—— 鋼絲繩電動(dòng)葫蘆
—— 微型電動(dòng)葫蘆
—— 防爆電動(dòng)葫蘆
—— 舞臺(tái)電動(dòng)葫蘆
手拉葫蘆
手扳葫蘆
吊索具
千斤頂
多功能提升機(jī)
手動(dòng)液壓搬運(yùn)車(chē)
爬架電動(dòng)葫蘆配件
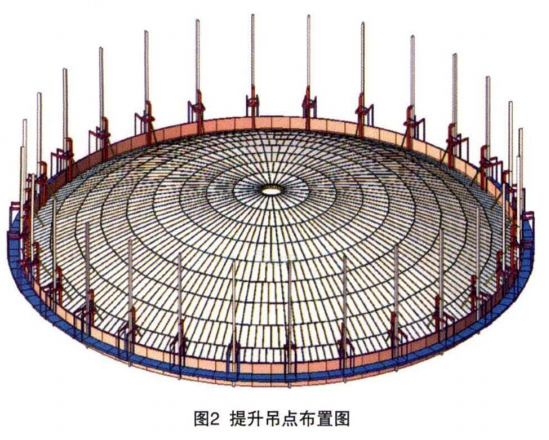
煤氣柜柜頂電動(dòng)葫蘆提升過(guò)程控制措施
發(fā)布日期:2023-05-03 16:32:23 訪問(wèn)量:1199同步措施:電動(dòng)葫蘆28個(gè)安裝到位后進(jìn)行空載調(diào)試,電機(jī)啟動(dòng)后讓電動(dòng)葫蘆處于松卡狀態(tài)即非工作狀態(tài),上升、下降3-4次檢查電源控制柜的工作是否正常。若有不正常情況應(yīng)當(dāng)立即檢查排除,保證28個(gè)電動(dòng)葫蘆同步提升或下降,如有不同步情況及時(shí)處理,直至都正常為止。
姿態(tài)檢測(cè)調(diào)整:用測(cè)量?jī)x器檢測(cè)各吊點(diǎn)的離地距離,計(jì)算出各吊點(diǎn)相對(duì)高差。通過(guò)電動(dòng)葫蘆提升系統(tǒng)設(shè)備調(diào)整各吊點(diǎn)高度,使提升單元達(dá)到設(shè)計(jì)姿態(tài)。
整體同步提升:以調(diào)整后的各吊點(diǎn)高度為新的起始位置,在整體提升過(guò)程中,保持該姿態(tài)直至提升到側(cè)板安裝需要的位置。
提升過(guò)程的微調(diào):柜頂提升過(guò)程中水平偏差利用電動(dòng)葫蘆上部支撐牛腿頂面(28個(gè)支撐牛腿頂面必須在同一個(gè)標(biāo)高點(diǎn))作為基準(zhǔn)點(diǎn)測(cè)量柜頂提升時(shí)的水平偏差,高差大于50mm時(shí)進(jìn)行單個(gè)電動(dòng)葫蘆調(diào)整,使柜頂提升時(shí)的水平偏差,高差大于50mm時(shí)進(jìn)行單個(gè)電動(dòng)葫蘆調(diào)整,使柜頂平整且保證每個(gè)電動(dòng)葫蘆均勻受力,調(diào)整完成后繼續(xù)提升至安裝位置。依次類推共進(jìn)行49次提升。
柜頂提升就位。提升到達(dá)設(shè)計(jì)位置,將柜頂與立柱連接板焊接,使提升單元結(jié)構(gòu)與煤氣柜體形成整體穩(wěn)定的受力體系;拆除提升電動(dòng)葫蘆,直至28個(gè)電動(dòng)葫蘆完全松弛不再受理,從而完成柜體整體提升工作。
<< 上一篇:低速環(huán)鏈電動(dòng)葫蘆壽命試驗(yàn)?zāi)壳按嬖谀男?/a> 下一篇:電動(dòng)葫蘆工作級(jí)別不容忽視 >>

 在線客服1號(hào)
在線客服1號(hào)